3Dプリンターで造形した後の後処理、うまくいっていますか?特に、3d プリンターにラジオペンチは本当に必要なのか、他の3d プリンターの道具とどう使い分ければいいか迷うことも多いでしょう。いざ作業を始めても、3Dプリンターのラフトが剥がれない、サポート材が取れないといった壁にぶつかることもあります。
この原因の一つには、3Dプリンターのサポート材設定が関係しているかもしれません。無理に剥がそうとすると、3Dプリンターのサポート面が汚い状態になったり、厄介なバリ取り作業が増えたりします。実は、3d プリンターのサポート材を除去するコツには、ラジオペンチだけでなく、場合によっては3d プリンターでライターを使って表面を整える方法や、必要な3Dプリンターの工具を作成してしまうという選択肢もあります。
この記事では、そんな後処理に関する悩みを解決し、きれいな造形物を得るための具体的な除去方法を解説します。

- ラジオペンチが後処理で果たす具体的な役割
- サポート材が綺麗に取れない原因と対処法
- バリ取りや表面処理に役立つ便利な道具
- 後処理作業を効率化するためのコツ
本記事の内容
3dプリンター後処理とラジオペンチの役割
- ラフトが剥がれない時の対処法
- 除去が変わるサポート材設定
- サポート材が取れない時の基本的な除去方法
- サポート材を剥がすコツ
- サポート面が汚い時の改善策
ラフトが剥がれない時の対処法
3Dプリンターでの造形後、最初の関門となるのが「ラフト」の除去です。ラフトは、造形物がプラットフォームにしっかりと定着するために必要な土台ですが、時として強力に固着し、剥がれないことがあります。
結論から言うと、ラフトが剥がれない主な原因は定着力が強すぎることにあります。これを解決するためには、スクレーパー(ヘラ)を正しく使う技術が重要になります。
多くの3Dプリンターには金属製やプラスチック製のスクレーパーが付属しています。まずは、造形物とラフトのわずかな隙間にスクレーパーの刃先を慎重に差し込みましょう。このとき、一気に力を加えるのではなく、少しずつ差し込みながら「てこの原理」を応用して持ち上げるのがコツです。
スクレーパー活用のポイント
プラットフォームや造形物を傷つけないよう、スクレーPERPを寝かせるようにして、浅い角度で差し込むのが理想です。角の部分から始めると、剥がすきっかけを作りやすいです。
それでも剥がれない場合は、プラットフォームが完全に冷えるのを待つか、逆にドライヤーなどで少しだけ温めてみるのも有効な手段です。素材の収縮・膨張を利用して、固着を弱めることができます。
作業時の注意点
スクレーパーは刃物と同様に危険を伴います。手前に引くのではなく、必ず体の外側に向かって押し出すように使いましょう。また、力を入れすぎると刃先が滑って手や指を怪我する恐れがあるため、保護手袋の着用を推奨します。
除去が変わるサポート材設定
サポート材の除去に苦労している場合、その原因は造形後の作業だけでなく、プリント前の「スライサーソフトでの設定」にあるかもしれません。適切なサポート材設定は、後処理の時間を劇的に短縮し、仕上がりの質を向上させるための最も重要な要素です。
なぜなら、サポート材と造形物本体との接触面積や密度が、そのまま剥がしやすさに直結するからです。設定を最適化することで、サポートの役割を維持しつつ、除去しやすい状態を作り出すことが可能になります。
具体的には、以下のような設定項目を見直してみましょう。
| 設定項目 | 内容と調整のポイント |
|---|---|
| 接触Z距離 | モデルとサポート材の垂直方向の隙間。 この距離を少し広げる(例: 0.1mm→0.2mm)と、格段に剥がしやすくなります。 広げすぎるとモデル底面が荒れる原因になります。 |
| XY距離 | モデルとサポート材の水平方向の隙間。 壁面のサポートが剥がしやすくなります。 これも広げすぎるとサポートが機能しなくなるため、微調整が必要です。 |
| サポート密度 | サポート材内部の詰まり具合。 密度を低くする(例: 20%→10%)と、使用するフィラメント量を節約でき、 除去も容易になります。 |
| サポートの種類 | 一般的な「ノーマル(格子状)」の他に、 「ツリーサポート」という選択肢があります。 ツリーサポートはモデルとの接触点を最小限に抑えるため、 特にフィギュアなど複雑な形状のモデルで非常に有効です。 |
最初はデフォルト設定で問題ありませんが、慣れてきたらこれらの値を少しずつ調整してみてください。お使いのプリンターやフィラメントに最適な「黄金比」が見つかると、後処理のストレスが大きく軽減されますよ。

設定変更のデメリット
前述の通り、サポート設定を剥がしやすさ優先で調整しすぎると、本来の「支える」という役割を果たせなくなり、造形ミスにつながることがあります。特にオーバーハングがきつい部分や、空中に浮いた部分があるモデルでは、しっかりと支えられる密度と距離を保つことが大切です。
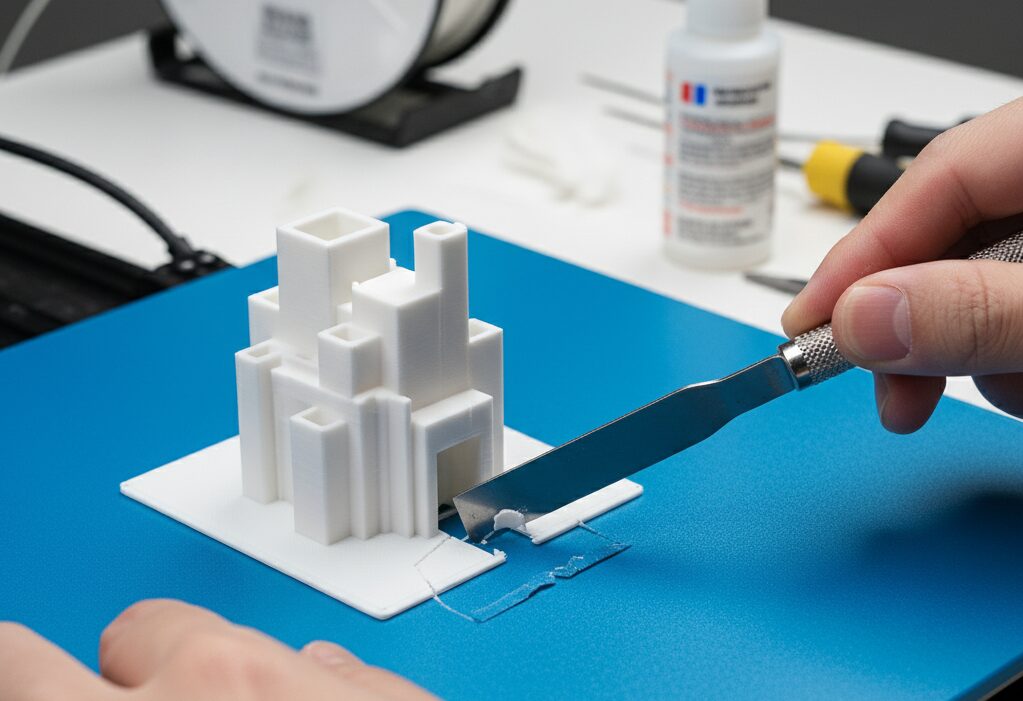
サポート材が取れない時の基本的な除去方法
スライサーソフトの設定を見直しても、やはりサポート材の除去は3Dプリンターの後処理における中心的な作業です。この作業を効率的に行うための主役となる道具が、ラジオペンチです。
基本的な除去フローは、まず手で簡単に取れる大きな部分を取り除き、その後、細かく入り組んだ部分や頑固な部分をラジオペンチで攻略する、という流れになります。
ラジオペンチがなぜこれほど適しているかというと、その理由は2つあります。
- 先端が細い:
狭い隙間やモデルの奥まった部分にも簡単にアクセスできます。 - 掴む力が強い:
てこの原理でしっかりとサポート材をグリップし、引き剥がしたり、ねじり取ったりすることが可能です。
実際に使う際は、サポート材の根元に近い部分をラジオペンチでしっかりと掴み、左右にゆっくりと揺さぶるように力を加えると、モデル本体へのダメージを最小限に抑えながら剥がすことができます。直線的に引っ張るよりも、ねじる(ひねる)動きを加えるのが効果的です。

特殊なサポート材について
本記事では手や工具で除去する方法を主眼に置いていますが、特殊な方法も存在します。例えば、デュアルノズル搭載のプリンターであれば、水に溶ける「PVA」フィラメントをサポート材として使用できます。また、「HIPS」というフィラメントはリモネンという溶剤で溶かすことが可能です。これらは複雑な内部構造を持つモデルで非常に有効ですが、設備やコスト、扱いの難しさから、主に業務用で利用されています。
サポート材を剥がすコツ
ラジオペンチを使った基本的な除去方法に加えて、いくつかの「コツ」を知っておくことで、作業はさらにスムーズになり、仕上がりも格段に向上します。
ただ力任せに剥がすのではなく、素材の特性を理解し、適切な道具を適切なタイミングで使うことが、綺麗に仕上げるための秘訣です。
ここでは、特に有効な3つのコツを紹介します。
1. 適度に温める
特にPLAのような素材は、熱を加えると少し柔らかくなる性質があります。ドライヤーの温風を数十秒当てるだけで、サポート材の粘りが増し、パキッと折れずに、しなやかに剥がれやすくなります。モデル本体を変形させないよう、温めすぎには十分注意してください。
2. ニッパーで切り込みを入れる
大きなサポート材や、格子状で密度の高いサポート材は、一度に剥がそうとすると大きな力が必要です。このような場合は、先に精密ニッパーでサポート材自体に複数の切り込みを入れ、ブロックごとに分割してしまいましょう。これにより、ラジオペンチで掴む部分を確保しやすくなり、一つ一つのパーツを少ない力で除去できます。
道具の使い分けが重要
ニッパーは「切る」、ラジオペンチは「掴む・剥がす」という役割分担を意識することが大切です。最初にニッパーで下処理をすることで、ラジオペンチの作業が格段に楽になります。
3. 様々な角度からアプローチする
サポート材は、一方向からだけ力を加えてもなかなか取れないことがあります。造形物を持ち替えながら、上下左右、様々な角度からラジオペンチを入れ、少しずつ剥がしていくのが確実です。特に奥まった部分は、先端が45度などに曲がった「先曲がりラジオペンチ」があると、アクセスしやすく非常に便利です。

サポート面が汚い時の改善策
どんなに慎重にサポート材を除去しても、モデルと接触していた面(サポート面)には、どうしても跡が残ってしまいます。表面がザラザラしたり、白っぽく変色したり、細かな凹凸が残るのは、ある程度仕方のないことです。
しかし、いくつかの追加処理を行うことで、このサポート痕をほとんど目立たないレベルまで綺麗にすることが可能です。美しい完成品を目指すなら、この表面処理が最後の決め手となります。
主な改善策は「削る」ことと「埋める」ことです。
ヤスリがけ(削る)
最も基本的な表面処理方法が、ヤスリがけです。紙ヤスリやスポンジヤスリ、金属ヤスリなどを使います。特にプラモデル用として市販されている「耐水ペーパー」は、水をつけながら研ぐ「水研ぎ」ができるため、削りカスが飛び散りにくく、目詰まりも防げるのでおすすめです。
コツは、目の粗い番手(#240や#400など)から始め、徐々に目の細かい番手(#600→#1000→#1500)に変えていくことです。これにより、大きな傷を消しながら、表面を滑らかに仕上げることができます。
電動のルーター(リューター)があると、このヤスリがけ作業が圧倒的に速くなります。価格も手頃なものが多いので、頻繁に造形するなら導入を検討する価値は十分にありますよ!


パテの使用(埋める)
ヤスリがけだけでは消せない深い傷や、サポート材を剥がす際にえぐれてしまった部分は、「パテ」を使って埋めることができます。プラモデル用のラッカーパテやエポキシパテなどが一般的です。パテを盛り付け、乾燥後に周囲の面と高さが同じになるようにヤスリがけをすれば、傷は完全に見えなくなります。
これらの処理を行った後、サーフェイサー(下地塗料)を吹き、最後に本塗装を行えば、どこにサポート材があったのか分からないほど美しい仕上がりになります。
3dプリンターにラジオペンチ以外の便利道具
- 造形物のバリ取りに使う道具
- 仕上げに役立つライターの活用
- 後処理で揃えたい道具
- 工具を作成する際のポイント
- 【まとめ】必須ツールとしての3dプリンターのラジオペンチ
造形物のバリ取りに使う道具
サポート材の除去と並行して発生するのが「バリ」の処理です。バリとは、造形の過程で意図せず生じてしまう、ささくれや突起のこと。これを綺麗に取り除くことで、造形物の完成度は大きく向上します。
バリ取り作業には、ラジオペンチよりも「切断」に特化した道具が適しています。主な選択肢は、精密ニッパーとデザインナイフです。
それぞれの道具の役割と特徴を理解して、使い分けることが重要です。
| 道具の種類 | 主な役割と特徴 | 選ぶポイント |
|---|---|---|
| 精密ニッパー (エッジニッパー) | サポート材の切断や、大きめのバリを 根本から除去するのに最適。 特に刃の片面が平ら(フラット) になっているタイプは、 モデルの表面に沿わせてカットできるため、 バリが残りにくい。 | 刃が薄く、先端が鋭利なもの。 刃の噛み合わせが良い、 精度の高い製品を 選ぶことが重要です。 |
| デザインナイフ (アートナイフ) | ニッパーでは届かない 細かな部分のバリ取りや、 表面を滑らかに削る 「カンナがけ」に適している。 切れ味が非常に鋭いため、 力を入れずにスッと削ることができる。 | ペン型で握りやすいもの。 刃の角度が30度のものなどが、 細かい作業に向いています。 |
基本的な流れとしては、まず精密ニッパーで目立つバリやサポートの残りを大まかにカットします。その後、デザインナイフを使って、ニッパーでは処理しきれなかった細かなささくれや、パーティングライン(積層痕)などを丁寧に削ぎ落としていくと、非常に綺麗な表面に仕上げることができます。

刃物の取り扱いに関する重要事項
精密ニッパーもデザインナイフも、非常に鋭利な刃物です。作業中は必ずカッターマットなどを敷き、手袋を着用するなど、怪我には最大限の注意を払ってください。特に、デザインナイフで力を加える際は、刃の進行方向に絶対に指を置かないようにしましょう。


仕上げに役立つライターの活用
3Dプリントした造形物には、バリとは別に「糸引き」と呼ばれる、蜘蛛の巣のような細い樹脂の糸が付着していることがあります。また、ヤスリがけをした部分が白っぽく変色する「白化」もよく見られる現象です。
これらの細かな問題を解決する裏技的な手法として、ライターやヒートガンの熱を軽く当てるという方法があります。これは、樹脂の表面をごくわずかに溶かして、毛羽立ちや色の変化を均一にする効果を狙ったものです。
やり方は非常にシンプルで、ライターの炎を造形物に近づけすぎないように注意しながら、素早く、繰り返し表面を撫でるように動かすだけです。糸引きは瞬時に縮れて消え、白化した部分も元の色合いを取り戻すことがあります。
使い捨てライターを燃料にできる「ポケトーチ」のような簡易バーナーを使うと、炎が安定していて作業しやすいですよ。ただし、あくまで自己責任の範囲で試してくださいね。

火気使用の重大なリスクと注意点
この方法は手軽で効果的な一方、重大なリスクを伴います。
- 変形・溶解:
火を近づけすぎたり、一箇所に当て続けたりすると、造形物があっという間に溶けて変形してしまいます。 - 火災:
特にABS樹脂は可燃性であり、引火する危険性があります。
近くに燃えやすいものを置かない、必ず換気を行うなど、火の取り扱いには万全の注意が必要です。
この作業は、あくまで最終手段の一つとして捉え、行う際は完全に自己責任で、安全を最優先してください。
後処理で揃えたい道具
ここまで様々な後処理の方法を紹介してきましたが、作業を効率的かつ綺麗に行うためには、やはり適切な道具を揃えることが不可欠です。もちろん、全てを一度に揃える必要はありません。ご自身の作業スタイルに合わせて、少しずつ買い足していくのが良いでしょう。
ここでは、あると便利な道具を「必須レベル」と「推奨レベル」に分けてご紹介します。
必須レベルの基本工具
これだけは最初に揃えておきたい、という最低限の道具です。
- 精密ラジオペンチ:
サポート材の除去における主役。先端が細く、軽量で滑らかに動くものがおすすめです。
- 精密ニッパー:
サポート材の切断やバリ取りに必須。刃がフラットなエッジニッパーが最適です。

言ってしまえば、この2本があれば、基本的な後処理はほとんど対応可能です。
推奨レベルの追加工具
作業の幅を広げ、仕上がりの質をさらに高めたい場合に揃えたい道具です。
- デザインナイフ:
細かなバリ取りや表面の仕上げに。 - ピンセット:
細かな糸引きや、カットしたバリの除去に。先端がまっすぐなストレートタイプが万能です。 - ヤスリセット:
サポート痕の処理や表面を滑らかにするために。耐水ペーパーのセットが使いやすいです。 - スクレーパー:
ラフトの除去に。プリンター付属のもので問題なければ不要です。
工具セットという選択肢
どれを選んで良いか分からない、という場合は、工具メーカーが販売している「3Dプリンター向け工具セット」を購入するのも一つの手です。例えば、HOZAN(ホーザン)などが有名で、品質の高い基本的な工具が一通り揃っているため、初心者の方には特におすすめできます。

工具を作成する際のポイント
3Dプリンターの面白い点の一つは、その3Dプリンター自身をメンテナンスしたり、作業を補助したりするための道具を自作できることです。例えば、特殊な形状のスクレーパーや、フィラメントホルダー、工具立てなど、アイデア次第で様々なものを作成できます。
ただし、特に力を加えるような工具を作成する際には、いくつかの重要なポイントがあります。
それは、使用するフィラメントの素材選びと、スライサーソフトでのプリント設定です。
1. 素材選び(フィラメント)
一般的なPLAフィラメントは硬くて扱いやすいですが、靭性(粘り強さ)が低く、強い力がかかると割れやすい性質があります。工具を作成するのであれば、より強度や耐熱性に優れた以下の素材がおすすめです。
- PETG:
PLAとABSの中間のような性質で、強度と柔軟性のバランスが良い素材です。 - ABS:
耐熱性と耐衝撃性に優れますが、造形時に反りやすく、上級者向けの素材です。 - カーボンファイバー配合フィラメント:
非常に高い剛性と強度を持ちますが、ノズルの摩耗が激しいなどの注意点があります。
2. プリント設定
強度を確保するためには、スライサーソフトで以下の設定を調整することが極めて重要です。
- インフィル(内部充填率):
通常は15%〜20%程度ですが、工具の場合は80%〜100%に設定し、内部をできるだけ密に詰めます。 - 壁の厚さ(ウォールライン数):
外側の壁の数を増やすことで、外殻の強度を高めます。最低でも3〜4層以上に設定すると良いでしょう。
ThingiverseやPrintablesといった3Dデータ共有サイトには、世界中のユーザーが設計した便利な工具のデータが多数公開されています。これらをダウンロードして、高強度設定でプリントしてみるのも面白い体験です。

【まとめ】必須ツールとしての3dプリンターのラジオペンチ
この記事では、3Dプリンターの後処理におけるラジオペンチの役割から、各種便利道具、そして作業を効率化するコツまでを解説しました。最後に、本記事の要点をまとめます。
- 3Dプリンターの後処理にラジオペンチはほぼ必須の道具
- ラジオペンチはサポート材を掴んで剥がす作業に最適
- 選ぶ際は先端が細く軽量な精密タイプがおすすめ
- ラフトが剥がれない時はスクレーパーをてこの原理で活用する
- 後処理を楽にするにはスライサーでのサポート設定の見直しが最も重要
- 接触Z距離やXY距離、サポート密度が剥がしやすさの鍵
- サポート材はニッパーで分割してからラジオペンチで除去すると効率的
- 頑固なサポート材はドライヤーで軽く温めると剥がしやすくなる
- サポート面が汚い場合はヤスリがけやパテ埋めで修正する
- バリ取りには刃がフラットな精密ニッパーやデザインナイフが有効
- 細かな糸引きや白化はライターの熱で目立たなくできる場合がある
- 火気の扱いには変形や火災のリスクがあるため自己責任で慎重に行う
- 必須工具はラジオペンチとニッパーの2本
- ヤスリやピンセット、デザインナイフを買い足すと作業性が向上する
- 3Dプリンターで工具を自作する場合は高強度な素材とプリント設定が不可欠
ラジオペンチの記事一覧へ